Can China show itself to be an Industry Leader in Product Innovation
Can China show itself to be an Industry Leader in Product Innovation?
In the span of history, Imperial China was regarded as a culture of high-end. It was also the epicenter of scientific and technological development. The Middle Kingdom is not known as a technologically-driven leader, but it is one that is driven by technological innovation. China lost its ability to lead the world in this area of development because of several foreign invasions which were followed by economic collapse. China is well-known as an era of "copycats" and a nation that has mastered the reproduction of concepts and ideas that are already in use however lacks the originality and inventiveness required to design and develop the next generation.
We have seen another story unfold throughout the region of the far east. The world is witnessing the evolution of China from an agricultural nation to an industrial superpower, as ink is drying on the very first pages of the 21st century. China's story is continuing to unfold. It's now a cost-effective manufacturing hub that has become an innovative, value-added provider to the global economy.

China has put more emphasis on innovation in recent times. It has invested heavily in research and development and significantly improved its technology. China is an ideal area to come up with innovative products. But is it able to become a global innovator in the field of product innovation? Let's take a look at the areas where China has improved in order to be a more innovative market leader in the development of products.
Manufacturing Capabilities Expanding into New Industries
As the largest producer in the world, China possesses an array of factories with manufacturing capabilities and product offerings are diversified across a variety of industries. China is taking on new growth strategies and sectors to stay afloat in the face of current economic difficulties. China is transitioning from a highly labor-intensive, commoditized, and lower-skilled manufacturing base to a more innovation-driven economy that utilizes innovations, expertise, and software, as well as IT and marketing. These are the sectors that will drive the next phase of growth in China. They concentrate on highly specialized, creative production in these areas:
China is expected to be a major supplier of high-end equipment and parts. In the same way, a shift in electronic components has led to an increase in the trade of higher-tech components and products.
Mobile technology China is the biggest mobile phone user worldwide. Chinese innovation in mobile gaming and communications, e-commerce, and shopping apps and services has huge potential to increase the nation's competitiveness and spur new industries based on mobile technology.
Logistics and other services: Shifting to innovative and specialized manufacturing opens up opportunities for businesses to make money on the aftermarket of goods after production. The distribution industry is poised to grow rapidly by incorporating cloud computing and data analysis into business processes.
Energy: China's rapid growth and development have created a demand for more innovative and environmentally-friendly energy policies. The need for China to become more environmentally conscientious creates opportunities for China to combat the rising global pollutant levels as well as greenhouse gas emissions while fueling economic growth.
Better Product Solution Providers
Chinese project managers and Chinese workers are known for being extremely strict in their adherence to the instructions. They don't think creatively or stray too far from the facts. In the context of culture, this is well-established. It is a fact that the Chinese have always maintained the hierarchy of family, community, and business. Someone is always in charge, whether it's the head of the PRC or a family patriarch, or a factory boss. And one wouldn't dare challenge that authority or challenge the system. This is the case for reading and following written instructions. "Paint train blue" means to paint train blue. It doesn't infer teal sky blue, aqua, or teal. It doesn't mention parts per million in allowable lead content.
The past two decades have seen the Chinese exposed to working with the West and, through a bit of cooperation and osmosis, the Chinese are now recognizing that creativity, initiative, and self-confidence are qualities that can be rewarded. One client of ours had us make aluminum mailboxes that look like those in the arched, plain U.S. Mail receptacles found all across the nation from the sea to the shining sea. A 40-foot container can hold 3000 mailboxes at $1.50 each in freight. Our project manager was watching the boxes being loaded and had an idea. If the client could accept a slightly smaller model and the same one, they could squeeze the 6,000 units into one container and cut the cost of shipping by half. This is something that nobody had thought of before.
Improved efficiency
Manufacturing companies in China are experiencing declining profits due to rising labor costs. The owners of factories are searching for ways to generate more money from less. What is the result? Chinese factories are cutting costs and increasing efficiency by using automation to raise productivity. This allows manufacturing firms to remain competitive in cost and maintain their position in the market. However, the fact that the wages in China are rising doesn't mean that sourcing managers are ready to quit.
Robotics is set to revolutionize business in China as well as around the world. China is predicted to have the highest number of industrial robots working in factories around the world in the next few years. While the ratio of laborers and industrial robots in China is not yet high, it is rapidly changing. China is known for its low-cost manual work. However, the price of automation is dropping and wages are rising, making industrial automation increasingly attractive. The growth of robotics isn't only a means of protecting against the rising cost of labor but also serves as a catalyst to China becoming a world leader in advanced manufacturing innovation.
Creativity is transferred into Improved Packaging
Asian packaging has always been easy to spot. Corrugate that cracks open when you open a box packaging designs that are popular for their vibrant cats and characters with just eyes. Investment and sophistication have resulted in an improvement in Chinese packaging capabilities. Thanks to technology it is possible to get the same quality digital art illustrator (AI) images printed on a range of different media.
Making the most of the Technology Learning Curve
Over the past couple of decades, China has closely examined, studied, and embraced the flood of technological advancements that have come into the country through years of joint ventures, licensing agreements, and FDI by Western corporations. China's government has put a large importance on scientific and technological advancement through funding reform that puts higher social importance on research and development. China is now considered a top performer in certain areas such as high-tech manufacturing, patents, and commercial applications.
China's next move is to increasingly target indigenous technology as it seeks to eliminate any weaknesses remaining in the technological advancement. Chinese businesses tend to favor foreign technology over-investing in technology when they are facing fierce competition. China's top-down hierarchy where authority is revered and distrusted has been accused to stifle creative development. China has been successful in making small, innovative changes to its existing designs. While this might not lead to revolutionary items, it does show that China is committed to improving its technology and innovation capabilities when developing new products.
About Author: Steven Cheng, the founder of Topworks Plastic Mold, a China injection molding company with the most complete services, from design to production. Topworks provides customers with a one-stop service for Polycarbonate injection molding and ABS injection molding. The company's professional team has excellent product knowledge of the plastics industry, which enables it to provide customers with quick responses and high-quality service.
■
PLA injection molding can be processed with traditional injection equipment. To avoid or minimize the degrading of PLA during the process, it's suggested to select a barrel with 3 to 5 times the weight of the shot and an GP (general general) screw that has an L/D ratio at least 20:1, and if necessary high shear hot runners within the mold.
How do you adopt the runner
Cold molds are employed to cool the material that is injected as quickly as is possible, which can produce an amorphous PLA end-products.For the end product to be more resistant to resistance to temperature the mold temperature must be set to 90-100 degrees Celsius to allow the material to crystallize material in the process of cooling. This results in semi-crystalline PLA structure. The amount of time needed to reach maximum crystallization in your mold throughout the process of crystallization is dependent depending on PLA formulation, the mold temperature and the design of the part, however generally speaking, it will take longer than the time needed to chill down the PLA material inside the mold in a cold environment. This can result in longer cycles for semi-crystalline materials. Because of the semi-crystalline PLA structure it becomes rigid enough at temperatures of 100degC to release it from the mold with no deformation. It remains elastic until it cools to below PLA glass temperature of 55degC.
Optimizing time-to-cycle
In order to get the shortest cycle time, it's crucial to select the correct mold temperature , especially for semi-crystalline materials. It is highly recommended to determine temperatures of your mold in different locations using either an external or internal thermocouple. Even if the mold's heater (return) temperature shows that it's within the correct area, it can be the case that the mold's temperature is not accurate due to the loss of heat. After forming the amorphous or semi-crystalline material and removing out of the mold it's essential to avoid deformation. Use suitable conveyer belts and collection boxes to achieve this. The crystallization process for PLA is a slow procedure than cooling down the melting point to a temperature lower than that of the temperature at which glass forms. For products with thin walls, this could cause a cycle time which is more in crystalline than anamorphous products.For the thicker walled products it is more likely that the time needed to cool the product is more than the time required to crystallize. In this scenario the time for crystallization does not determine the rate process any more.
Mold design suggestions
The injection molds used for making parts is always perfected and tuned for certain polymers. Molds that are used to produce PLA parts require attention. In the first place, a low-shear hotrunner should be employed without dead spots on the manifold or nozzles in order to stop the degrading PLA. PLA material. A nozzle that is heated externally and has an open channel must be utilized to ensure that there is no disruption of the PLA flow in the nozzle, and to prevent the flow lines from the product created by torpedos inside an internal heated Nozzle. If you are using a sprue instead of a hot runner make sure to consider that the draft angle on the sprue should be greater than 6 deg to avoid sticking of the sprue to the part of the mold that is injected as the mold is opened. This will reduce the amount of height the sprue can reach. The sprue becomes too thick otherwise and will determine the cooling/crystallization and thereby the cycle time of the process. The thickness of the wall of the sprue has to be lower than the maximum walls of the product.
For materials with high temperatures, PLA should be able to form crystals in the mold. Only polymers can be semi-crystalline and leave the remainder of the material in the Amorphous phase. This results in an extremely flexible product as it is removed off the mold. The increase in the draft angle of the product and putting in Ejector pins with a adequate ejector surface can assist in preventing the stretching of the product in the ejection process into the mould.
Venting
PLA is a viscous substance that is in the mold at extreme pressure. This can result in (minor) flashes on the product, if the venting method is not working. It is recommended to begin with a minimal amount of venting, then opening to the mold (remove steel) when it is needed. If the mold's parts aren't filled, or when burned PLA material is seen near venting points , this means that the venting isn't enough and should be increased.PLA flash is sharp due to the stiffness the material. The venting layout should be in a way that venting is taking place near to the area where it is needed but simultaneously making sure that venting inside the mold does not take place in the location that flash is not permitted.
injection molding PLA products that have greater resistance to heat than normal PLA have to crystalize inside the mold. This results in a greater shrinkage than those made of regular PLA. This must be taken into consideration when designing molds for PLA products with tight dimension specifications. Create a mold the manner that, after the first reproducible mold test, the steel will be removed from locations where it is required.
Molding Processes And Their Types
Various types of plastic moulding processes are used for forming plastics into various products of varying sizes and shapes to be used in different applications. Upon heating, plastic changes from solid to liquid and softens.
As a result, various products can easily be fabricated. When the plastic melts, it is inserted into a mold, and after it has cooled it is removed from the mold, and the plastic product is ready for use.
A plastic product can be made in a variety of ways such as casting, injection molding, blow molding, compression molding, and rotational molding methods.
In this section, we will discuss casting first. It is the final step in the molding process to complete the casting process. Heat is applied to the plastic until it becomes liquid, and then the plastic is placed into a mold. This process is carried out without the use of additional force.
During the casting process, the liquid is solidified by various methods such as evaporation, cooling, chemical treatment, or the application of external heat. Generally, only a small amount of equipment is required and it is not very costly. There is very little stress on the inside of the products. For the casting of Nylon type 6 and polyurethanes, a material that is widely used is nylon type 6 and polyurethane. These materials are primarily used for the production of complex designs.
An injection molding process is the next. Three steps are involved. Designing the product is the first step. Testing the product then designing the mold is the second step. For molds, different metals are utilized to make them strong and durable. Third, a heating barrel is fed with thermoplastic material from a hopper.
By means of a large screw, the thermoplastic is heated and injected into the mold. Pressure is then applied to the mold to cool it. Upon cooling, the product is removed from the mold and this cycle is repeated more and more to make many products. Plastic cup lids, car dashboards, and bottle caps are all made through injection molding.
Blow molding tops the list. The blow molding process involves melting plastic and creating a hollow tube out of it. The tube is inserted into the mold and blown into the mold, where it is inflated according to the mold's size and shape. It cools down by blowing cold air, which is ejected automatically. Usually, hollow products like milk containers and water bottles are made using the blow molding process.
A compression molding process, however, is more labor-intensive. Unlike compression molding, which is used for small-scale production, compression molding is more complicated.
During the process, molten plastic is poured into a mold and pressed with high pressure with a second mold. Before cooling, the plastic is compressed in these molds. As a result of removing the mold, we get a product that is strong and has the desired size and shape. This is how car tires are made.
During rotational molding, a mold is filled with plastic powder. When the mold is filled with plastic powder, it is heated and rotated. The plastic melts, coating the mold walls. From there, it is cooled by air.
The product is ejected from the mold once it has solidified. With rotational molding, products such as water storage tanks, containers, crates, traffic dividers, furniture, and toys can be manufactured.
■
For producing large quantities of consistent medical parts, injection molding is a common method for producing them in large quantities. Detailed knowledge of all the variables that are involved in injection molding and how they affect the successful processing of the product is of special importance to manufacturers of medical devices since they require tight tolerances and unique performance specifications. An injection-molded medical part's quality is affected by the design of the injection molding equipment, the material performance, the process variables, as well as the specific characteristics of the part.
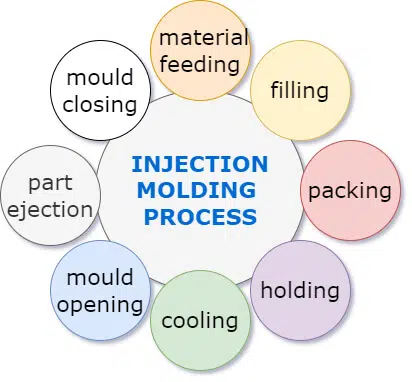
Having said that, the injection molding cycle can roughly be divided into four phases: filling, packing, holding, and cooling/plasticization. When the resin pellets are mixed and melted, the injection molding process begins. During this process, the molten polymer is forced (injected) into a steel mold and moves through the barrel of the machine. During the process of filling and packing the mold with plastic, the part starts to take shape and begin to cool. As soon as the molded part is ejected from the mold, assembly and finishing can take place.
The equipment. You can find several types of injection molding machines that can blend, melt, and inject polymers into a mold in different ways. You can also find injection molding machines that can use various kinds of dies. There are various sizes and designs of these machines, each offering a different clamping force, the capacity of the machine, and screw design according to the needs of a specific application.
Materials. Engineers may choose from a wide variety of engineering plastics for use in devices depending on their end-use requirements. The handling and processing procedures recommended by the resin manufacturer are usually the best way to achieve the best results for each material family and resin formulation.
Processing Parameters. Injection molding outcomes are affected by several factors, including machine choice, material properties, and part design, but five additional variables can significantly affect the results. The variables are injection velocity, plastic temperature, plastic pressure, and cooling temperature and time. When these variables are controlled during each of the four phases of the injection molding process, part quality, variation reduction, and overall productivity can be improved.
- Phase 1
Plastic flows into the mold as the screw advances. Melt temperature, pressure, and shear rate all impact flow characteristics. When filling, the injection velocity, or the rotational speed of the ram (screw), is the most critical variable. The greater the injection velocity, the easier the polymer will flow. A high injection velocity, however, can cause excessive shear, resulting in splay and jetting. More importantly, hotter shear rates degrade plastics, affecting the properties of the molded parts.
Viscosity, or the resistance to flow, affects the way plastics flow during filling. In contrast, polymers with low viscosities are thinner and flow more easily. For the best results, the melt temperature should be maintained within the temperature range recommended by the manufacturer.
Plastic pressure, another variable, increases sharply during fill. The molten plastic can, in fact, be under much greater pressure than is indicated by hydraulic pressure. It is important to understand the flow characteristics during the fill of the material being used and to operate the process consistently.
- Phase 2
Plastic melt is 'packaged' by compressing it and adding more material to compensate for any shrinkage that occurs during cooling. 95% of the resin is added during filling, and 5% during packaging.
During the packing phase, plastic pressure is the most important factor. In the melt, the screw maintains pressure to compensate for shrinkage, which can lead to sinks and voids. Defects in plastic parts are typically caused by variations in cavity pressure.
As packing pressure determines the weight and dimensions of parts, it is crucial to completely fill the mold-avoiding overfilling or underfilling. An overpacked part may suffer from dimensional problems and be difficult to eject, while an under-packed part may suffer from short shots, sinks, weight variations, and warpage.
- Phase 3
Each of the five variables discussed earlier has an effect on hold: injection velocity, plastic temperature, plastic pressure, and cooling temperature and time. Molds are packaged with plastic and held in place until the plastic is partially solidified and the gate freezes. As a result of the cooling, plastic pressure drops. The hold time until the weight of the part changes can be reduced to optimize this phase. The gate then no longer seals off the mold, and resin can backflow out. Cycle time increases when the gate seals, causing more energy and time to be used to produce the part. Ensure that the plastic is kept under pressure until it freezes.
- Phase 4
It is typically the cooling and plasticizing process that takes most of the cycle time - up to 80%. Optimizing cooling time can result in significant productivity improvements. During this phase, the only variables are the cooling temperature and the time. It is important to balance the desire to cool quickly against the amount of mold-in stress that the final part can handle during the cooling phase.
Considerations for designing. Parts should be designed for functionality as well as increased strength and ease of manufacturing. A lack of understanding of the basic principles of good design can result in significant problems in both processing and performance. By following basic design guidelines for nominal walls, corner radiuses, holes, projections, drafts, and gates, parts are more likely to process and perform satisfactorily.
Design elements can compensate for changes in material properties caused by end-use factors (e.g., sterilization). With knowledge of the chosen material and end-use requirements, design factors that increase localized stress should be examined.
During the product development cycle, it is good to focus on fundamentals by reviewing a simple list of design basics. Design contributes to part performance, processing ease, and overall productivity even if it does not guarantee molding success.
A Beginner's Guide to Turnkey Manufacturing
Turnkey manufacturing is a continual process wherein a single vendor oversees all features of a work's manufacture from commencing to the termination. They cover each work step: starting off with the first sketch phase, subsequently going to machining/tools, after that to Q.A., furthermore conclusively to the manufacturing, wrapping, subsequently delivering phase of manufacturing.
You can get many characteristics of turnkey manufacturing for both the seller and the client, including streamlined communications and charge reductions. Further down, we'll go over these positive aspects in greater detail.

Faster Lead times
The ancient saying "time is money" really applies to the manufacturing sector. Retarded buyer's requests indicate profit cuts and damaged frames. Frequently when a number of various manufacturing companies are working on the exact same task, miscommunication, lack of organization, and high capability variance all create annoyingly long production preparation.
Turnkey manufacturing services aid task managers get rid of many of these concerns. Given that all stages of fabrication are combined under one company, works are simpler to synchronize, and efficient transmission steps deter irrelevant misunderstandings.
Even more, per turnkey solution, just about every person in the maker's squad is devoted to supplying top-quality goods, based upon specific designing demands. This revealed goal keeps everybody focused on the work currently taking effect.
A trustworthy turnkey supplier will always have actually developed methodologies prepared to work as the basic foundation for their group's achievements. This methodical approach to the job workflow will increase effectiveness and guarantee manufacture durations are minimized. Just in case of an obstacle, partnering with a single manufacturing company rather than several companies makes it simpler to get the task back to normal.
Formidable production and Impressive designing
In a task workflow disconnected in between several businesses, makers and designers are frequently at loggerheads over various functions of the expected devices. In addition, when employees need to make adjustments to the task mid-processes, job chiefs need to collaborate in between both the artwork department and the producing business and make sure everybody is on the identical stage with any modifications.
Nevertheless, turnkey manufacturers can consolidate the designing and manufacturing divisions into one central detail. As an alternative for separately talking to the graphic designers and providers each time a change should come into a current design, you'll take pleasure in seamless communication with one company and 1 point of contact. This additionally allows for faster implementation of the essential changes.
Identified turnkey manufacturers also work with manufacturing teams with a lot of experience working in collaboration with toolmakers and graphic designers. This ends in a particular "comfort level" when it concerns carrying out mid-task modifications.
Furthermore, all the hassle of controlling supplier daily activities, managing countless vendors, and transmitting or retransmitting designs and prototypes is decreased in a turnkey procedure. Your sole supplier is fully in charge of the project and will directly update you with a contact or telephone call. The ultimate consequence is strong, integrated artwork and producing processes.
The beneficial interest in Your Achievements
Partnering with several various companies typically results in considerable disparities when it comes to the caliber. A fragmented technique to the manufacturing plan furthermore may result in a failure of awareness for your vendors. They may reckon you are among dozens, even numerous clients, and they might not have the inclination to give you any red carpet treatment over their other customers.
On the other hand, partnering with a reputable turnkey provider ensures a high coherence in the level of quality. Every valued contributor to a turnkey producer's group has a vested interest in noticing your task through to a successful conclusion. Turnkey providers are contained to a higher amount of liability; most likely, if issues are found, there is nobody else to poke a finger at.
With turnkey assistance, you'll furthermore obtain more personalized servicing and a specific membership contact that is exclusively centered on your project. All these conditions offer a simpler means over the lifetime of the task.
effective rate cut
A fragmented approach to a project can furthermore frequently generate greater fees. Making firms that are experts in just one stage of the job will frequently ask for complete cost for their service.
Full-serving turnkey producers will save you money in such aspects. Members of your bookkeeping division will unquestioningly appreciate receiving invoices that come from just one business, rather of a number of.
What you should expect On Plastic Mold SEO In 2020
plastic mold search engine optimisation has evolved considerably over the past a long period. By way of example, there have been many plastic mold SEO staples that webmasters utilized for years.
Yet recently, Google's algorithm got a new update and everything changed. You can find new ways to use optimization online that happen to be most popular now. plastic mold search engine marketing techniques will keep changing and requiring plastic mold SEO professionals to evolve.
According to statistics, four-fifths of clients in the states order online via smartphone. In reality, desktop computers have now been passed by mobile browsing during the last year or more. The prevalence of cellular devices, including tablets and smartphones, will almost certainly still increase. For this reason, it is imperative to generate a website with responsive design in mind.
To properly optimize a mobile website, quick loading times and good responsiveness need to receive a good amount of attention. Users' overall knowledge about a web site is very important for plastic mold SEO, but also in the mobile arena it's absolutely crucial. Mobile sites needs to be as close to flawless as possible.
Today, the experience of visitors is guided by superb content and also the reputation of the web site. Keyword density isn't the all-important yardstick it once was. The most important aspect is now in accordance with the quality and length of the content.
Consumers are now seeking to construction relationships with websites and brands. Among the finest ways to attain this goal is through excellent content. Good quality, well-written and unique content contributes to higher engagement with readers. Consequently, the better time spent exploring a web site, the greater the affect on google search positioning will be.
The interest duration of the standard user is very short nowadays. Hence, lots of people are easily drawn to slideshows, infographics, and video snippets.
Using multimedia would be the other tool employed to increase viewer engagement. It comes with a higher appeal along with a great possibility to go viral.

- Mobile Websites Can Become Increasingly more Important
According to statistics, four-fifths of clients in the states order online via smartphone. In reality, desktop computers have now been passed by mobile browsing during the last year or more. The prevalence of cellular devices, including tablets and smartphones, will almost certainly still increase. For this reason, it is imperative to generate a website with responsive design in mind.
To properly optimize a mobile website, quick loading times and good responsiveness need to receive a good amount of attention. Users' overall knowledge about a web site is very important for plastic mold SEO, but also in the mobile arena it's absolutely crucial. Mobile sites needs to be as close to flawless as possible.
- The necessity of centering on keywords will probably become less significant.
Today, the experience of visitors is guided by superb content and also the reputation of the web site. Keyword density isn't the all-important yardstick it once was. The most important aspect is now in accordance with the quality and length of the content.
Consumers are now seeking to construction relationships with websites and brands. Among the finest ways to attain this goal is through excellent content. Good quality, well-written and unique content contributes to higher engagement with readers. Consequently, the better time spent exploring a web site, the greater the affect on google search positioning will be.
- The Growing Demand for Multimedia Content
The interest duration of the standard user is very short nowadays. Hence, lots of people are easily drawn to slideshows, infographics, and video snippets.
Using multimedia would be the other tool employed to increase viewer engagement. It comes with a higher appeal along with a great possibility to go viral.
Web users frequently use social networking to talk about videos with others. Many of these factors, including shares and likes, all cumulatively enhance the potency of an internet plastic mold search engine optimization strategy.
In 2020, it really is mandatory that plastic mold SEO experts to target much more on multimedia content. This is just what will improve ranking and deliver a boost in traffic to your website.
The way high plastic mold search engine results are drifting towards sites with an organic mix of quality content and positive visitor experience is a great thing.
In 2020, it really is mandatory that plastic mold SEO experts to target much more on multimedia content. This is just what will improve ranking and deliver a boost in traffic to your website.
The way high plastic mold search engine results are drifting towards sites with an organic mix of quality content and positive visitor experience is a great thing.
The websites which will take advantage of the highest performance in 2020 are the types that offer their visitors what they need. The quantity of people using the web to look for information will undoubtedly carry on rising. Having information on the most recent trends and plastic mold SEO practices in marketing will raise the number of people visiting any particular website.
How screw works on injection machine?
The screw is a helically flighted shaft which, when rotated within the barrel,mechanically works and advances the material being processed. As the material is propelled forward it is thermally softened (plasticized) as a result of heat which is generated and heat which is applied.
The heat which is applied comes,of course, from the barrel heaters; the heat that is generated comes from the effort that must be expended in propelling the material forward against the resistance of the system. Considerable quantities of heat can be generated in this way. For example, once the machine is up to temperature then, under suitable conditions (e.g.-. a high screw speed and high back pressure),the heaters can be turned off. Whether it is desirable to operate the machine in this way is debatable as it can cause a strain on the drive system,temperature inhomogeneity’s may result and there is a lack of flexibility in operation (unless the machine has been designed to operate in this way, i.e. adiabatically).
Because of the severe operating conditions,the screw should be made of hard-wearing materials and should be capable of easy removal (for inspection, maintenance and cleaning).
Some of the terms used to characterize screws are shown in Fig and a diagrammatic representation of a complete screw is shown in Fig. From Fig it can be seen that the root of the screw is larger at the front of the screw than it is at the back,i.e. under the hopper. The volume of one flight at the rear is greater than the volume of a flight at the front (the ratio of these volumes is called the 'compression ratio"). This decrease in volume is introduced in order to compensate for the fact that thermoplastic feed stocks are a mixture of granules and air-as the plastics material melts, it fuses together and thus packs more efficiently. The air can be excluded by means of pressure and this is most conveniently generated by machining a compression ratio into the screw.

- Depth : the perpendicular distance from the top of the thread to the root surface.
- Flight: the space enclosed by the thread and the surface of the root in one complete turn of the screw.
- Helix Angle: the angle between the screw thread and the transverse plane of the screw.
- Land: the surface at the radial extremity of the screw thread constituting the periphery or outside diameter of the screw (usually about 0 1 diameter).
- Lead: the horizontal distance travelled by the material in one complete revolution of the screw,assuming 100% efficiency. It is equal to the pitch multiplied by the number of starts.
- Number of starts: the number of separate threads traced along the length of the scrcw (usually one).
- Pitch: the horizontal distance between corresponding points of two successive lands.
- Root: the continuous central shaft, usually of cylindrical or conical shape.
The outside diameter (D) of the screw does not change along its length, lc. ihere is a constant clearance (to allow rotation) between the screw and the barrel- It is usual to allow approximately 0.002 mm clearance per miliimetre of screw diameter. Screw length is most commonly expressed as d ratio with respect to the diameter,e.g. 20:1 . This means that the effective length of the screw is 20 diameters long
Steven,a China plastic moldmaker: